Programmable Logic Controller (PLC): Working, Types, and Applications
A Programmable Logic Controller (PLC) is what you use to automate machines and industrial processes in a reliable and controlled way. In this article, you’ll learn what a PLC is, how it works through its scan cycle, and how its main hardware components function together. You’ll also see the different types of PLCs, common programming languages, and how input and output devices connect the controller to equipment. By the end, you’ll clearly understand where PLCs are used and why they are important in automation systems.Catalog

Figure 1. Programmable Logic Controller (PLC)
What is a Programmable Logic Controller?
A Programmable Logic Controller (PLC) is a rugged industrial control device used to automate machines and processes. It is designed to handle control tasks reliably in environments with electrical noise, vibration, and temperature changes. PLCs are widely used because they provide stable, repeatable control using software rather than hard-wired relays. They allow automation systems to be modified or expanded without rewiring entire panels. In industrial automation, PLCs serve as the central decision-making unit that coordinates inputs and outputs under predefined logic.
How a PLC Works?
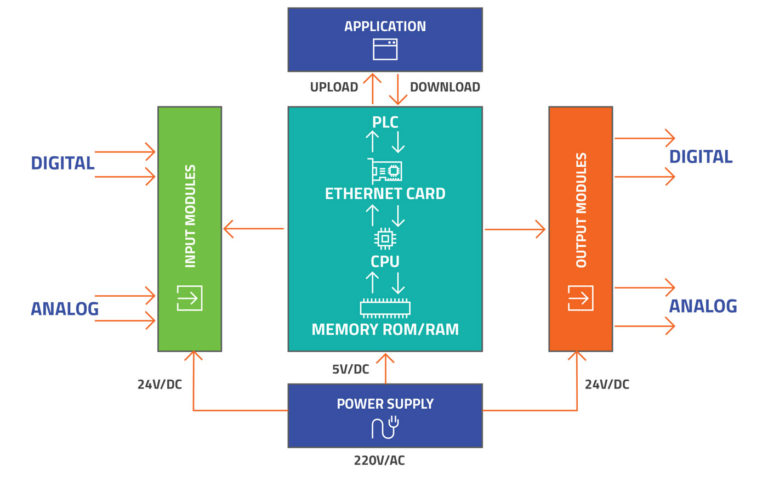
Figure 2. PLC Operating Cycle
A PLC works by repeatedly executing a simple and predictable operating cycle called the scan cycle. As shown in the figure, the process begins with input scanning, where the PLC reads the current status of connected signals. Next, the controller performs program execution, applying the stored logic to the input states. After the logic is evaluated, the PLC performs output updating, changing the output signals accordingly. This sequence runs continuously in a loop, allowing the PLC to respond quickly to changes. The figure illustrates this closed loop of reading, processing, and updating. This cycle-based operation ensures stable and time control in industrial automation systems.
Components of a PLC System

Figure 3. Main Components of a PLC System
• CPU (Central Processing Unit)
The CPU is the core of the PLC and is responsible for processing control instructions. It manages logic execution, internal coordination, and overall controller operation. The CPU ensures consistent and deterministic behavior during automation tasks.
• Power Supply
The power supply converts incoming electrical power into regulated voltages required by the PLC. It provides stable power to all internal modules and protects the system from voltage fluctuations. Reliable power delivery is essential for continuous operation.
• Input Modules
Input modules receive signals from external devices and convert them into a form the PLC can recognize. They provide electrical isolation and signal conditioning to protect internal circuits. These modules act as the interface between the physical process and the controller.
• Output Modules
Output modules send control signals from the PLC to external devices. They translate internal control decisions into electrical signals suitable for field equipment. Proper output handling ensures accurate and safe control actions.
• Memory (Program and Data)
PLC memory stores control programs and system data required for operation. It retains configuration information and operational values during runtime. Memory ensures the PLC can execute logic consistently across cycles.
• Communication Interfaces
Communication interfaces allow the PLC to exchange data with external systems. They support integration with other controllers, monitoring systems, and programming devices. These interfaces enable coordinated automation across larger systems.
Types of PLCs
Compact PLCs

Figure 4. Compact PLC
A compact PLC is a self-contained controller with fixed inputs, outputs, and processing functions in one unit. It is designed for small automation tasks where space and cost are limited. The figure shows how all control functions are integrated into a single housing. Compact PLCs are easy to install and require minimal wiring. They are commonly used in simple control panels and standalone machines. Their fixed design makes them suitable for applications with stable and well-defined requirements. Compact PLCs provide reliable control without the need for system expansion.
Modular PLCs
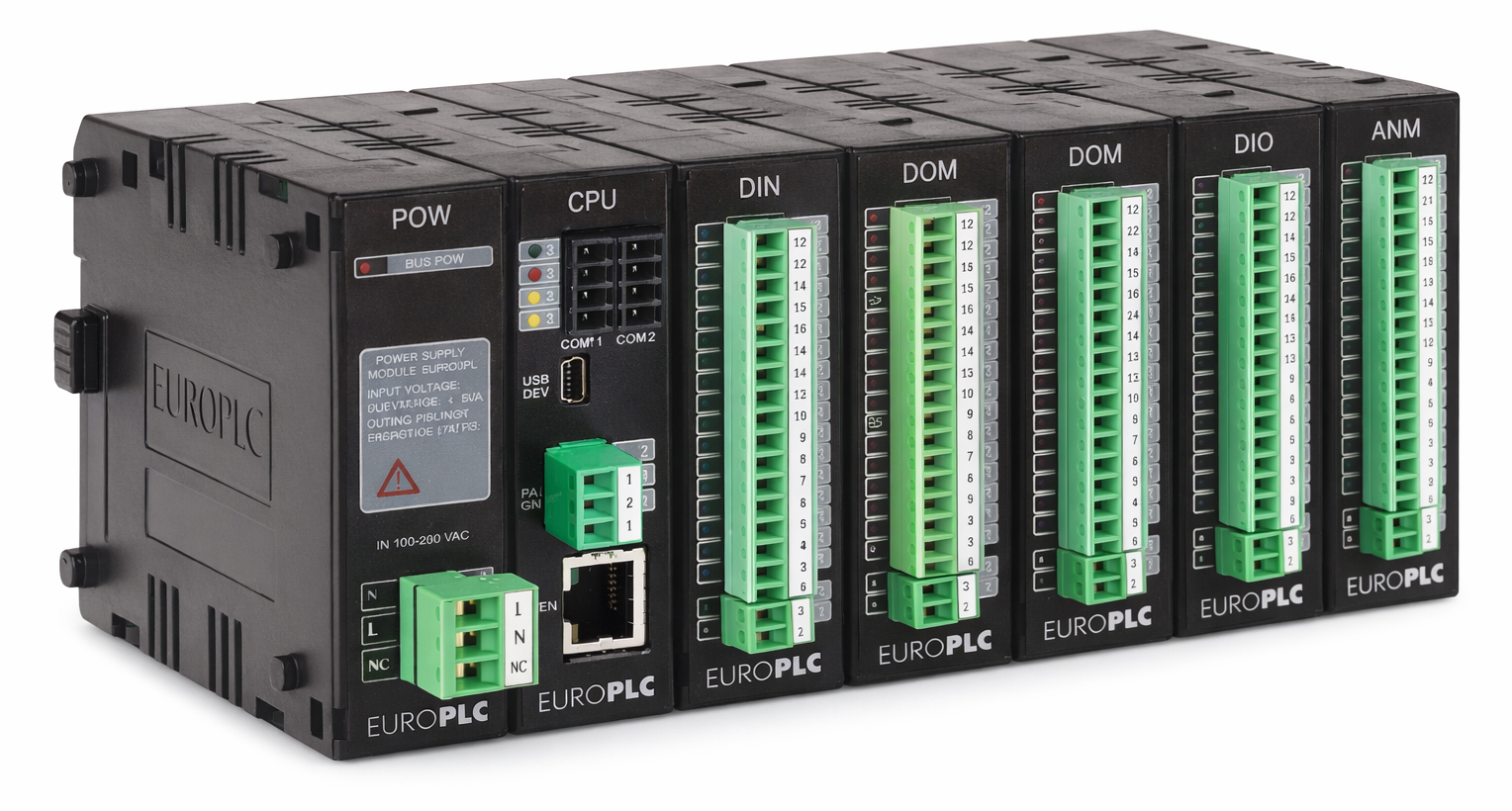
Figure 5. Modular PLC
A modular PLC consists of separate modules connected to a central controller. Each module performs a specific function, such as processing or signal handling. The figure illustrates how modules are arranged side by side to form a complete system. Modular PLCs allow to add or remove modules as system requirements change. This flexibility makes them suitable for medium to large automation systems. Expansion can be done without replacing the entire controller. Modular PLCs support scalable and adaptable control solutions.
Rack-Mounted PLCs

Figure 6. Rack-Mounted PLC
A rack-mounted PLC is a high-capacity controller designed for large control systems. It uses a dedicated rack to hold multiple functional modules in an organized structure. The figure shows modules installed into a shared backplane within the rack. Rack-mounted PLCs support large numbers of signals and complex configurations. They are built for systems that require high reliability and long-term operation. This structure allows easy maintenance and module replacement. Rack-mounted PLCs are suited for demanding automation environments.
Safety PLCs
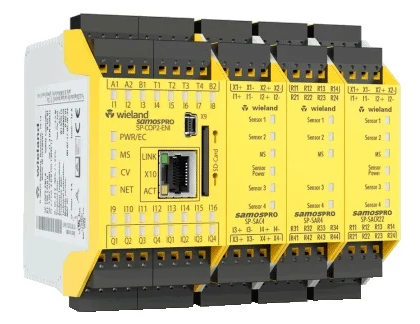
Figure 7. Safety PLC
A safety PLC is a specialized controller designed to handle safety-related control functions. It operates separately from standard control logic to ensure reliable safety operation. The figure highlights dedicated safety modules and connections used for protection tasks. Safety PLCs monitor signals and maintain safe system states when abnormal conditions occur. They are built with redundancy and fault-detection features. Safety PLCs ensure controlled and predictable responses in safety-critical systems.
PLC Programming Languages
Ladder Logic (LD)
Ladder Logic (LD) is a graphical PLC programming language modeled after traditional relay control circuits. It represents control logic using rungs arranged between two vertical rails, similar to electrical ladder diagrams. Contacts and coils are used to express logical conditions and control actions in a visual way. This structure makes control relationships easy to recognize and follow. Ladder logic clearly shows how logical conditions are combined to form control decisions. Because of its familiar layout, it is easy to read even for beginners. LD is widely used for creating clear and maintainable PLC control logic.
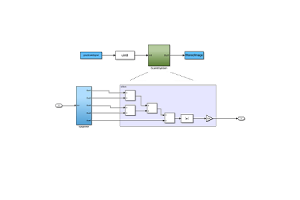
Function Block Diagram (FBD)
Function Block Diagram (FBD) is a block-based PLC programming language used to represent control functions visually. It organizes control logic into functional blocks connected by signal lines. Each block performs a specific operation such as logic processing, comparison, or signal manipulation. The connections between blocks show how data flows through the control logic. This visual structure helps simplify complex control relationships. FBD is well suited for representing logical and continuous control functions. It provides a clear and structured way to build PLC programs.
Structured Text (ST)
Structured Text (ST) is a high-level, text-based PLC programming language. It describes control logic using readable statements arranged in a structured format. This approach allows complex conditions and calculations to be expressed clearly. Structured text is useful when control logic requires precise mathematical or logical expressions. The written format helps organize logic in a clean and logical order. It is commonly used in advanced and data-driven control applications.
Instruction List (IL)
Instruction List (IL) is a low-level PLC programming language based on short textual commands. It represents control logic as a sequence of instructions executed in a defined order. Each instruction performs a specific operation on control data. This format is compact and closely aligned with how control instructions are processed internally. IL provides a direct and structured way to express basic control logic. It helps illustrate the flow of individual control operations. Instruction lists focus on concise and orderly logic representation.
Sequential Function Chart (SFC)
Sequential Function Chart (SFC) is a PLC programming language used to organize control logic into sequential steps. It represents processes as a series of defined stages connected by transitions. Each step defines a specific operating state within the control sequence. Transitions indicate the conditions required to move from one step to the next. This structure makes the overall process flow easy to understand. SFC is ideal for organizing multi-step control sequences. It helps simplify the structure of complex process control logic.
PLC Input and Output Devices
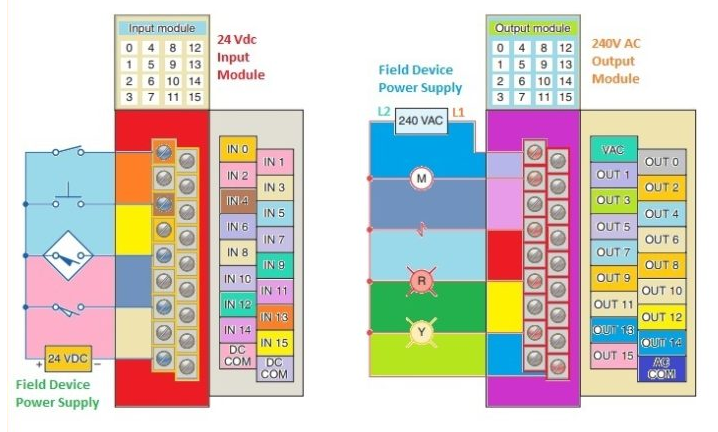
Figure 8. PLC Input and Output Devices
PLC input and output devices are external components that connect the controller to the physical process. Input devices send signals from the field to the PLC, while output devices receive control signals from the PLC. As shown in the figure, input devices include sensors and switches that detect physical conditions. Output devices include actuators, indicators, and motors that perform actions. The diagram illustrates how field signals are routed between devices and the controller. This interaction allows the PLC to monitor and influence the process. Input and output devices form the communication link between automation logic and equipment.
Advantages of Using PLCs
PLCs offer several key benefits that make them ideal for industrial automation.
• High reliability and stable operation in harsh environments
• Flexible control logic that can be modified through software
• Reduced wiring compared to relay-based control systems
• Faster troubleshooting through diagnostic features
• Easy scalability to support system expansion
Applications of PLCs
1. Manufacturing and Assembly Lines
PLCs control conveyors, machines, and automated workstations. They ensure synchronized operation and consistent production output. Their reliability supports continuous manufacturing processes.
2. Process Industries
In process plants, PLCs manage variables such as level, flow, and temperature. They help maintain stable operating conditions. This control improves product consistency and process safety.
3. Building Automation Systems
PLCs are used to control lighting, ventilation, and access systems. They enable centralized monitoring of building operations. This improves energy efficiency and system coordination.
4. Power and Utility Systems
PLCs monitor and control electrical and utility equipment. They support reliable operation of substations and treatment facilities. Their fast response improves system stability.
5. Transportation and Infrastructure
PLCs manage signaling, monitoring, and auxiliary systems. They help maintain safe and predictable operation. This supports large-scale infrastructure reliability.
PLC vs SCADA vs DCS
|
Parameter |
PLC |
SCADA |
DCS |
|
Primary Role |
Direct control |
Monitoring and supervision |
Distributed process control |
|
System Level |
Field-level |
Supervisory level |
Process level |
|
Control Execution |
Yes |
No |
Yes |
|
System Architecture |
Centralized |
Centralized monitoring |
Distributed |
|
Typical Control Scope |
Machine or cell |
Entire plant view |
Process units |
|
Data Handling |
Control data |
Large-scale data |
Control and data |
|
User Interface |
Minimal |
Graphical HMI |
Integrated HMI |
|
System Complexity |
Low to medium |
Medium |
High |
|
Network Dependence |
Low |
High |
High |
|
Redundancy Support |
Limited |
Software-based |
Built-in |
|
Expansion Method |
Modular I/O |
Software scaling |
Distributed nodes |
|
Configuration Focus |
Logic control |
Visualization |
Process coordination |
|
Maintenance Focus |
Hardware logic |
Software and data |
System-wide |
|
Integration Role |
Control node |
Supervisory layer |
Core control system |
Conclusion
PLCs work by continuously reading inputs, processing logic, and updating outputs to control machines accurately and consistently. Their hardware structure, flexible controller types, and standardized programming languages let you design systems for both small and large automation tasks. By linking sensors and actuators to control logic, PLCs give you direct control over processes. Their reliability, flexibility, and wide use across industries make them a core technology in industrial automation.
About us
ALLELCO LIMITED
Read more
Quick inquiry
Please send an inquiry, we will respond immediately.
Frequently Asked Questions [FAQ]
1. What is the difference between a PLC and a relay control system?
A PLC replaces hard-wired relays with software logic, letting you change control behavior without rewiring and making systems easier to expand and maintain.
2. How do you choose the right PLC for an application?
You choose a PLC based on required I/O count, processing speed, expansion needs, communication protocols, and the complexity of the control task.
3. Can a PLC run continuously without stopping?
Yes, PLCs are designed for continuous 24/7 operation and can run for years with minimal downtime in industrial environments.
4. Are PLCs difficult to troubleshoot?
PLCs are easier to troubleshoot than relay systems because you can monitor inputs, outputs, and logic status directly through software diagnostics.
5. Can one PLC control multiple machines?
Yes, a single PLC can control multiple machines as long as it has enough processing capacity and input/output channels.

Gunn Diode Explained: Working Principle, Construction, Modes, and Applications
on February 2th

Motor Starting Capacitors Explained for Single-Phase Motors
on January 30th
Popular Posts
-

Complex Instruction Set Computers: How They Changed Computing?
on April 18th 147749
-

USB-C Pinout and Features
on April 18th 111909
-
Using Xilinx Unified Simulation Primitives: A Comprehensive Guide to FPGA Design and Simulation
on April 18th 111349
-

Power Supply Voltages in Electronics: Meaning of VCC, VDD, VEE, VSS, and GND
on April 18th 83714
-

RJ45 Connector Guide: Pinout, Wiring, Cable Types, and Uses
on January 1th 79502
-

The Ultimate Guide to Wire Color Codes in Modern Electrical Systems
The way our electrical systems use colors isn’t just for looks. Each wire color now indicates a specific function, making it easier to identify and handle electrical components correctly during ins...on January 1th 66871
-

Quality (Q) Factor: Equations and Applications
The quality factor, or 'Q', is important when checking how well inductors and resonators work in electronic systems that use radio frequencies (RF). 'Q' measures how well a circuit minimizes energy...on January 1th 63005
-

Purge Valve Guide: Function, Symptoms, Testing, and Replacement for Optimal Engine Performance
The purge valve is a key part of a car’s system that helps keep the air clean by managing fuel vapors before they can escape into the atmosphere. This not only helps the environment by reducing pol...on January 1th 62947
-

Achieving Peak Performance with the Maximum Power Transfer Theorem
The Maximum Power Transfer Theorem explains how energy from a source, such as a battery or generator, flows to a connected load. It shows the exact condition where the load receives the most power....on January 1th 54077
-

A23 Battery Specifications and Compatibility
The A23 battery is a small, cylinder-shaped battery with high voltage. Also called 23A, 23AE, or MN21, it runs at 12 volts and much higher than AA or AAA batteries. Its special design make...on January 1th 52089
HOT Part Number
-

BD9B100MUV-E2
Rohm Semiconductor
IC REG BUCK ADJ 1A 16VQFN
UPD70F3539AF5A9-PN7-Q-A
Renesas Electronics America Inc
IC MICROCONTROLLER
18081A621JAT2A
KYOCERA AVX
CAP CER 620PF 100V NP0 1808
FDN340P
onsemi
MOSFET P-CH 20V 2A SUPERSOT3
70231-101
Amphenol ICC (FCI)
CONN RCPT BLADE PWR 8POS EDGE MT
MPSW42RLRAG
onsemi
TRANS NPN 300V 0.5A TO92
MC7824BT
onsemi
IC REG LINEAR 24V 1A TO220AB
AD8009ARZ-REEL
Analog Devices Inc.
IC OPAMP CFA 1 CIRCUIT 8SOIC
LT1815CS5#TRPBF
Analog Devices Inc.
IC OPAMP VFB 1 CIRCUIT TSOT23-5
DG411DYZ
Renesas Electronics America Inc
IC SWITCH SPST-NCX4 35OHM 16SOIC
VFT2060C-M3/4W
Vishay General Semiconductor - Diodes Division
DIODE SCHOTTKY 20A 60V ITO-220AB
TSX562AIYST
STMicroelectronics
IC CMOS 2 CIRCUIT 8MINISO
MR256D08BMA45
Everspin Technologies Inc.
IC RAM 256KBIT PARALLEL 48FBGA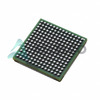
VSC3312YYP-01
Microchip Technology
IC SWITCH 16X16 6.5GBPS 196FCBGA
XC68HC908GP20CFB
Motorola
TSG 8BIT20K FLASH
CSR8811A08-ICXR-R
Qualcomm
IC RF TXRX+MCU BLUETOOTH
MPSW05
onsemi
TRANS NPN 60V 0.5A TO92
1N4055R
Solid State Inc.
DIODE GEN PURP REV 900V 275A DO9 -

ASX342ATSC00XPED0-DP
onsemi
IMAGE SENSOR VGA 1/4 CIS SOC
0433.125NR
Littelfuse Inc.
FUSE BOARD MNT 125MA 125VAC/VDC
1SMA5941BT3G
onsemi
DIODE ZENER 47V 1.5W SMA
DCP010512BP-U/700
Texas Instruments
DC DC CONVERTER 12V 1W
1-1734344-1
TE Connectivity AMP Connectors
CONN D-SUB HD RCPT 15P R/A SLDR
KSD1621STF
onsemi
TRANS NPN 25V 2A SOT89-3
BQ24161RGET
Texas Instruments
IC BATT CHG LI-ION 1CELL 24VQFN
BTA26-600BW
STMicroelectronics
TRIAC ALTERNISTOR 600V 25A TOP3
NCP1239DD65R2G
onsemi
IC OFFLINE SWITCH FLYBACK 7SOIC
TMS320TCI6482BZTZA
Texas Instruments
TMS320 - DIGITAL SIGNAL PROCESSO
BQ20Z90DBTR-V150
Texas Instruments
IC GAS GAUGE LI-ION 30TSSOP
PCMB104T-1R0MT
Susumu
FIXED IND 1UH 18A 3.3 MOHM SMD
CY29942AXCT
Infineon Technologies
IC CLK BUFFER 1:18 200MHZ 32TQFP
CC0402KRX7R9BB561
YAGEO
CAP CER 560PF 50V X7R 0402
STPS20M60SG-TR
STMicroelectronics
DIODE SCHOTTKY 60V 20A D2PAK
AT25010N-10SC-2.7
Microchip Technology
IC EEPROM 1KBIT SPI 3MHZ 8SOIC
04023A1R0CAT4A
KYOCERA AVX
CAP CER 1PF 25V C0G/NP0 0402
ISL6327IRZ
Intersil
SWITCHING CONTROLLER, VOLTAGE-MO -

LQW18AN75NG0ZD
Murata Electronics
FIXED IND
DFA100BA160
SanRex Corporation
DIODE MODULE 1600V 100A
BAR46AFILM
STMicroelectronics
DIODE ARRAY SCHOTTKY 100V SOT23
MAX825SEUK
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR MPU
MMST2222A-7-F
Diodes Incorporated
TRANS NPN 40V 0.6A SOT323
FODM8801AR2
onsemi
OPTOISO 3.75KV TRANS 4-MINI-FLAT
FJV1845FMTF
Fairchild Semiconductor
SMALL SIGNAL BIPOLAR TRANSISTOR,
EVK105RH5R1JW-F
Taiyo Yuden
CAP CER 5.1PF 16V R2H 0402
6651170-3
TE Connectivity AMP Connectors
CONN EDGE DUAL FMALE 4POS 0.508
KSZ8893FQLI-FX
Microchip Technology
IC SWITCH ETH 3PORT 128QFP
170M6340
Eaton - Bussmann Electrical Division
FUSE SQUARE 400A 1.3KVAC RECT
BCM20741A2KFB1G
Broadcom Limited
SINGLE-CHIP BLUETOOTH
MAX3443EASA+
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER HALF 1/1 8SOIC
GRM0335C1H9R3DA01D
Murata Electronics
CAP CER 9.3PF 50V C0G/NP0 0201
TNY175PN
Power Integrations
11.5 W (85-265 VAC) 15 W (230 VA
742700726
Würth Elektronik
FERRITE CORE 278 OHM SOLID 4MM
DM74S20N
onsemi
IC GATE NAND 2CH 4-INP 14DIP
P4SMA56CA-E3/61
Vishay General Semiconductor - Diodes Division
TVS DIODE 47.8VWM 77VC DO214AC